
所谓C(Control)即控制。通过改进阶段的实施,试验结果得到了优化,改善已进人实质性阶段。如何保持改善的已有成果,如何维持过程能力的稳定,这是控制阶段需要着力解决的问题。
一、正确区分技术问题和控制问题在6西格玛(6sigma)改进项目中,要正确区分技术问题和控制问题。
如果是技术问题,要在技术方面去寻找解决方案;如果是控制问题,要在过程管理方面寻求突破口。下图是技术问题和控制问题区分图。
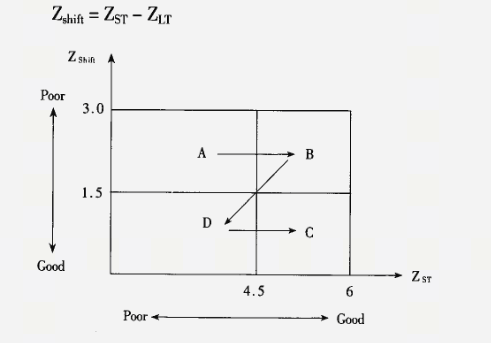
如果项目问题落在A区间,则既有技术问题,又有控制问题。首先要解决技术问题,提高短期过程能力,再去解决控制问题,进行过程对中处理。
如果项目问题落在B区间,则技术尚可,但控制有问题,因此要解决控制中存在的问题,加强过程控制,提高过程能力。
如果项目问题落在C区间,则技术也满足要求,过程控制也可以,但要加强过程控制,防止过程控制出现偏差和失误。在这种情况下,一定要确保5MIE工作落实到位,标准化工作要做扎实,不断优化工艺过程,使过程长期受控。
如果项目问题落在D区间,Lshift < 1. 5 , SST < 4.5,则明显的是技术问题,优先进行技术和设备改造,提高过程的固有能力,再进行过程的控制。
从上图可以看出,问题的解决路径可由A-'B-'D-C0首先解决技术问题,然后解决控制问题。在良好的技术设备条件二、正确区分过程是否受控控制图是由美国的休哈特在1924年首先提出来的,他认为在一切制造过程中所呈现出的波动有两个分量。第一个分量是过程内部引起的稳定分量(即偶然波动),第二个分量是可查明原因的间断波动(异常波动)。异常波动可用有效方法加以发现,并可被剔去,但偶然波动不会消失,除非改变基本过程,休哈特建议用界限来管理过程。休哈特认为A于3σ限的控制图可以把偶然波动和异常波动区分开来。如图所示:
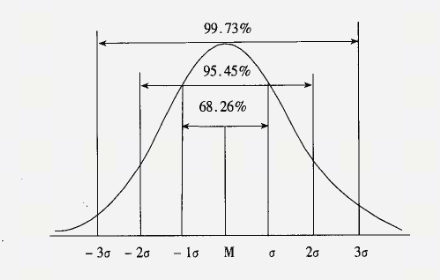
从图可知:

CL为控制图的中心线,UCL为上控制界限,LCL为下控制界限。SPC通过以上三条线把过程变异的偶然原因(固有变异)和特殊原因(可查明的变异)区分开来。
1.四种状态SPC分析控制图,过程状态有四种情况。如图所示:统计控制状态,是过程只存在偶然原因(固有原因)井由其所引起过程波动的状态,又叫受控状态。
技术控制状态,是过程波动只在规格内波动,过程能力指数满足技术要求的状态。
如果过程处于第I种状态,统计控制状态满足要求,技术控制状态也满足要求,这是我们时刻追求的控制目标,是理想的过程状态。
如果过程处于第Ⅱ种状态,统计控制状态不满足要求,但技术控制状态满足要求。在这种情况下,要查找过程发生变异的特殊原因,使过程处于受控状态。
如果过程处于第Ⅲ种状态,统计控制状态满足要求,但技术控制状态不满足要求。在这种情况下,要分析过程能力较低的原因,使过程能力得到提高。
如果过程处于第Ⅳ种状态,统计控制状态不满足要求,技术控制状态也不满足要求。在这种情况下,首先要使技术控制状态达到要求,提高过程的固有技术能力。再将统计控制状态进行调整,使过程受控,即清除引起过程波动的特殊原因。
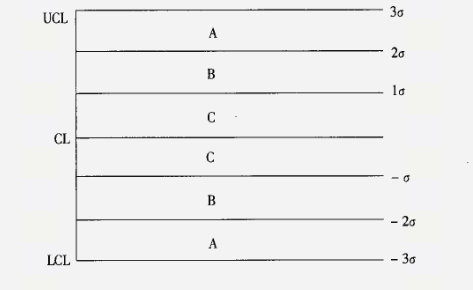
判断过程是否受控的原则SPC控制图能够判断过程是否处于统计控制状态。对于引起过程波动的特殊原因的变异都可以通过以下8种原则分析出来。
①任何1点超出3σ控制界限;
②连续9点出现中心线的一侧;
③连续6点上升或下降;
④连续14点交替上升或下降;
⑤连续3个点中中心线一侧有2点超过2σ线;
⑥连续5个点中中心线一侧有4点超出坛线;
⑦连续巧点分布在1。线内;
⑧连续8点落在中心线两侧没有一个在lσ线内。




