
引言:六西格玛(6sigma)分析阶段是找出造成冲压件产品缺陷率高的关键影响因素,并对关键因素进行分析,为确定改善方案提供依据。
六西格玛(6sigma)分析阶段是找出造成冲压件产品缺陷率高的关键影响因素,并对关键因素进行分析,为确定改善方案提供依据。运用潜在失效模式与后果分析(FMEA)法,对工序过程及失效故障进行评估预测,发现影响冲压件合格率的关键因素,为后续改进提供依据。
针对组装工序步骤进行失效模式与后果分析,如表所示。技术人员依据现场情况对严重程度、频度和探测难易度三项指标进行评估打分,其标准为(1~10)个等级,并根据三项六西格玛(6sigma)指标的乘积确定各故障的事先风险度,其值越高说明潜在风险越大,必须重点改进。
由表可知,脱焊的事先风险度为200,显然最大,并且出现频率与探测难易度都比较高,因此六西格玛(6sigma)项目主要针对脱焊进行改进。
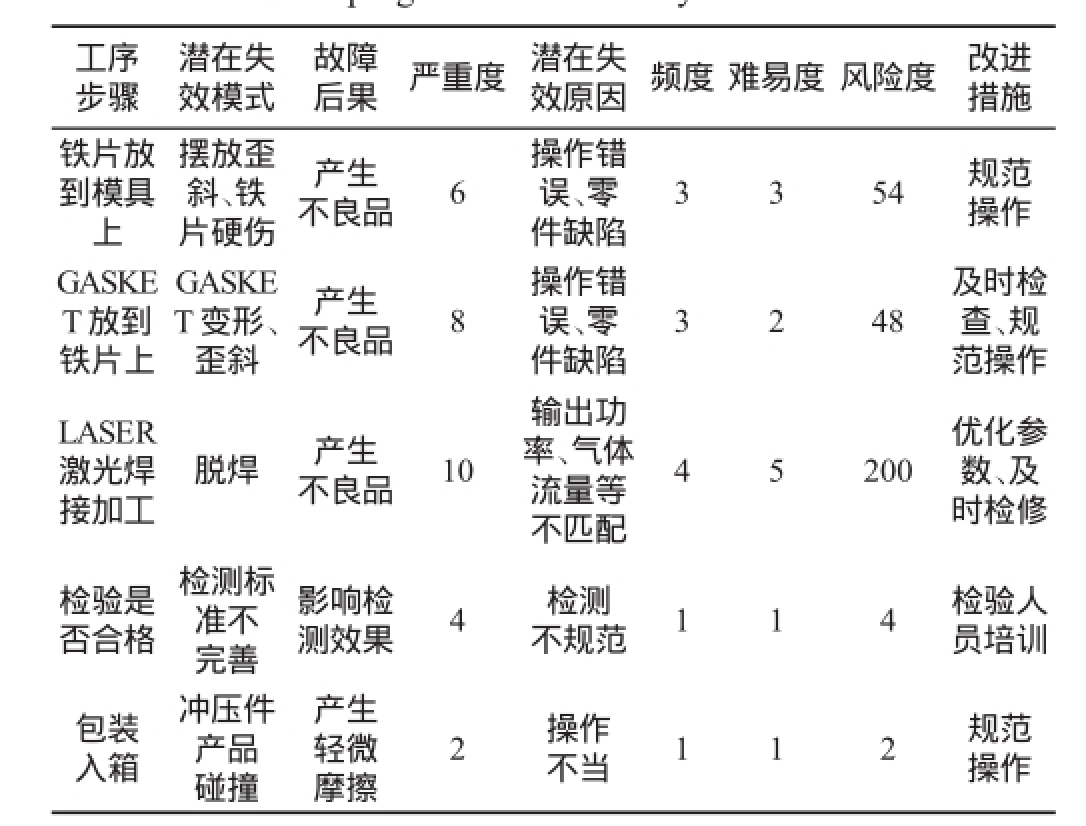
表 冲压件组装工艺的潜在失效模式及后果分析
通过调查分析可知,造成脱焊的主要原因是激光输出功率大小、焊接气体保护流量,焊机距离焊钣高度以及光束与工件相对行进速度。现对手机冲压件激光焊接的主要故障脱焊进行试验分析,在不同的输出功率、气体流量、焊机高度和相对速度的情况下,试验观察这四个因素对脱焊故障的影响,确定最佳的组合参数。
