
采用六西格玛(6sigma)分析方法对可能造成缺陷的因素进行筛选和分析,选择容易造成铸坯角部缺陷和轧制缺陷的因子。六西格玛(6sigma)分析方法很好地规避了取样分析中遇到的取样量大时分析困难,取样量小时代表性差的问题。炼钢考虑的因素包括主要成分,如C、Mn、S、Als、N及精炼升温幅度、钢水净吹时间、钢水镇静时间、中包钢水过热度和拉速、铸坯断面、浇次顺序号。热轧方面考虑的主要因素包括板坯加热时间、出炉温度、加热炉号、RM出口温度、轧制厚度、轧制宽度、轧制顺序号、轧制班组。在确定目标因子范围后对热轧板轧制后的表面质量进行跟踪,对于翘皮严重程度进行评级。共收集了973块板坯炼钢工序和经热轧的生产数据。利用统计分析软件并采用二项逻辑回归方法筛选数据,得出比较显著的因子是Mn、S、过热度、在炉时间、出炉温度。翘皮缺陷显著因子分析部分结果见图2。

图2 翘皮缺陷显著因子分析部分结果
进一步筛选因子时发现,过热度和在炉时间虽然显著,但是由于异常情况的发生率低,对于发生翘皮缺陷的影响较小,最终筛选出剩余显著的因子依次是Mn、S、出炉温度。对这三者单独分析,做因子与缺陷发生概率的散点图见图3、4、5。
从这3张图中可看出,翘皮缺陷随钢中Mn含量的增加显著降低,随钢中S含量的增加显著增加,随出炉温度的增加显著增加。
从分析结果看,钢中没有足够的Mn与S形成高熔点MnS(1 620℃),造成FeS在晶间析出形成网状膜,而后在轧制过程中产生“热脆”,这是SPHC边部产生翘皮缺陷的重要原因。另外,板坯在轧制前加热温度过高,会导致Mn/S比低的板坯晶间破裂,这是在轧制过程中出现翘皮缺陷的另一个重要原因。由于锰成分和硫成分均对翘皮缺陷的发生有显著影响,而且均发生在熔炼环节,因此对于二者共同作用下的翘皮发生概率进行分析,并将具体结果形成散点图见图6。
由图6可以看出,相同锰含量的条件下,随着硫含量的增加缺陷发生概率增加;在相同硫含量的条件下,锰含量降低缺陷发生概率增加。但这仍无法确定二者的最佳控制关系。为此,以发生率5%为限,低于5%且最接近5%的点锰、硫成分列出如表2。

图3 翘皮缺陷发生率与Mn含量的关系
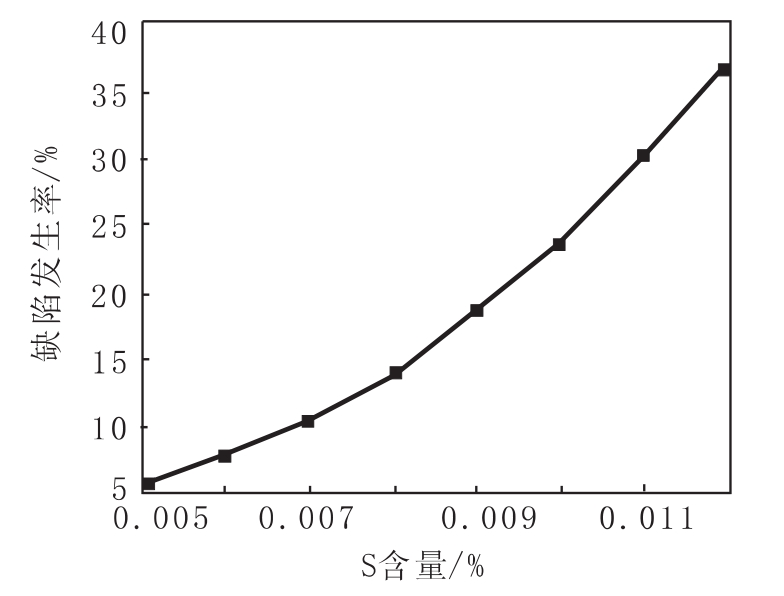
图4 翘皮缺陷发生率与S含量的关系
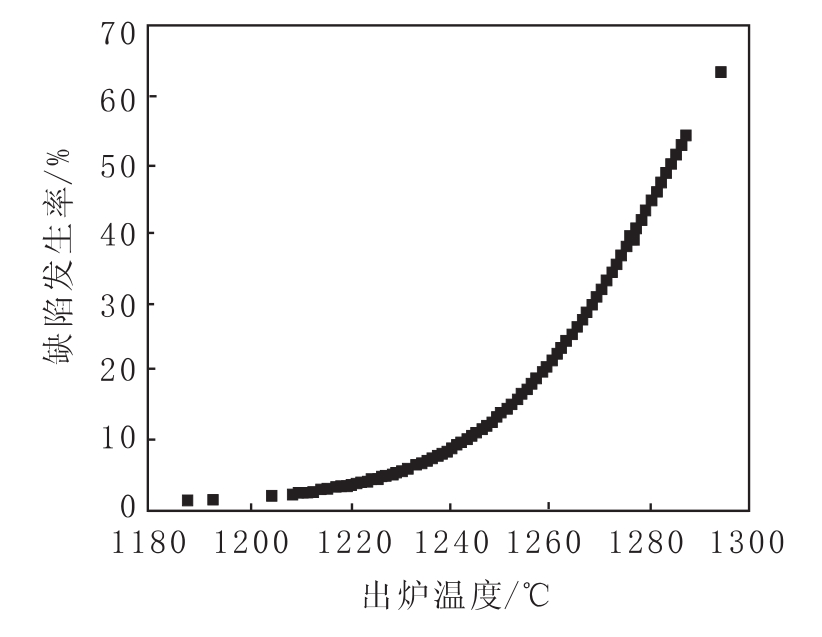
图5 翘皮缺陷发生率与出炉温度的关系

图6 翘皮缺陷发生率与Mn、S成分的关系
表2 低翘皮发生概率条件下最低锰含量与硫含量的关系(质量分数) %

由表2可知,为将翘皮缺陷概率控制在5%以下,临界的锰硫比随硫含量的增加而降低,并非原工艺控制标准的固定下限20或25。
采取的主要六西格玛(6sigma)措施及效果
针对分析结论,采取了以下主要六西格玛(6sigma)措施:
(1)精炼工序根据实际硫含量及新锰硫比标准控制锰成分,使整体锰硫比控制显著提高,尤其是硫含量较低达到0.005%时,锰硫比达到30。
(2)对该材质集中编制轧制计划,避免加热时间长,出炉温度高,目标板坯出炉温度控制在≤1 260℃。
(3)精炼工序加强搬出温度控制,避免中间包钢水过热度低于15℃。
六西格玛(6sigma)措施实施后,锰硫比得到提高。
