
控制阶段,需将连接器的生产过程作业标准化,从生产的工序步骤、加工设备、操作人员及操作时间等进行标准化,根据制定的连接器加工标准化操作指导书,运用标准化对加工过程进行控制,对操作人员进行相应的培训,让取得的成果固化。
经过为期2个月的改善和方案实施,最终实现产量提升20%,改善后05产线单日产量突破3000 pcs大关,订单延迟率得到有效的缓解;在RU9产品顺利交付给客户后,经过半个月的客户投诉收集和处理,发现关于RU9产品投诉为0。初步分析发现相较于前几个月的大量投诉,质量问题得到了有效的解决,可以预见的是客户满意度得到了有效提升。
1.质量因素
产品质量是一个产品的灵魂之所在,客户的满意度很大程度受生产过程形成的产品客观质量的影响。
对于05产线RU9产品焊点不良的质量问题,通过操作流程优化和标准作业指导书得以有效改善。小组对改善措施实施后产线的产品质量进行了全检(如表3),检查结果证明,平均每天的不良率由改善前的3%下降到0.18%。

表3 不良品统计
进一步确认改善效果的可靠性,对产品“当然质量、期望质量”进行效果评价。测算出平均每天的不良率相较于改善前3%降到了0.18%,由此可知,就产品质量和品质来说,客户当然质量和期望质量得到显著提升。
2.交货时间
针对客户投诉较多的订单达成率的问题,深究其根本原因就是产能不足造成的,有效地提高产能是提高订单达成率的有效途径。经过整体改善之后,对整个车间运用Flexsim(如图6)仿真结合实际改善效果,得出改善后的FlexSim Summary Report(如表4)。
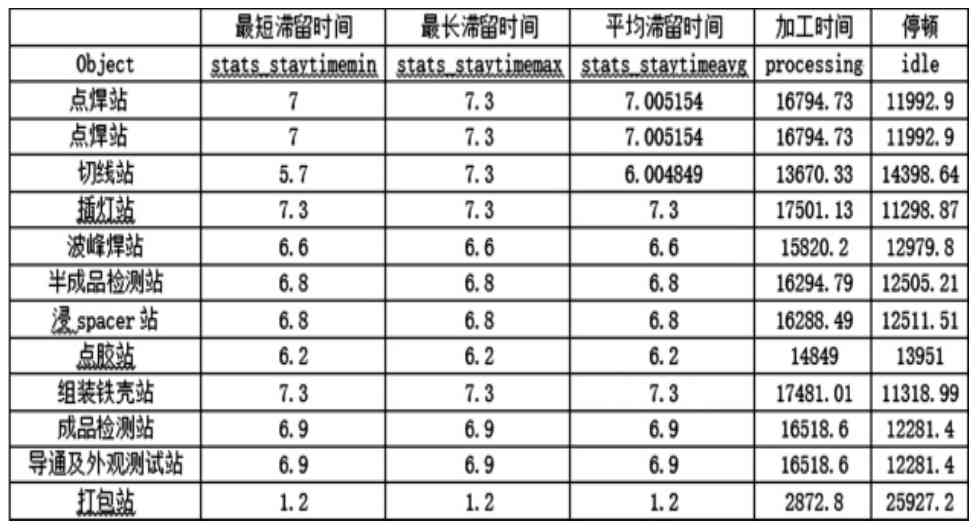
图6 改善后Flexsim仿真
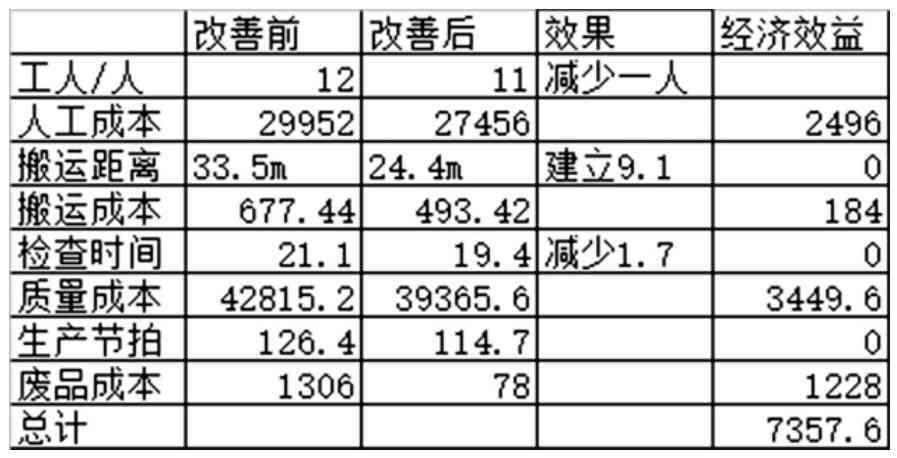
表4 改善后FlexSim Summary Report
根据各工位工程能力可算出新的理论加工能力为:加工能力=单位生产周期/瓶颈工序单位加工时间= 28800÷7.3=3945 pcs。由于产能每月提升了433×24= 10392pcs,则交货期提前,每百万生产交货期缩短1.3 d,订单延迟的可能性降低,订单达成率将大大提高;同时,公司有能力接受更多的订单。
3.成本因素
成本降低不仅能有效地减少工厂在生产过程中的投入,使公司能以较低的价格获得利润。对比改善前后的数据:从工人成本、搬运成本、故障成本等,如表5所示。
由表6可知工资每月节省2496元,搬运距离造成的成本每月省184元,质量保障成本每月省3449元,不良品成本省1228元,合计每月可省7357元。因生产成本每月可省7357元,每月产量70 240件,所以每一件省7356÷70 240= 0.10元,即单位成本下降0.1元,有效地增强了产品的市场竞争力。
以某公司05生产线的RU9产品为例,运用方法研究、软件仿真、实验研究等现代工业工程的精益六西格玛技术和工具,从影响客户满意度的生产过程客观质量(质量、时间、成本)入手进行改善,对于提升客户满意度是切实可行的。该解决方案,对于企业做好有形产品,练好内功,为做好影响客户满意度的客户服务奠定坚实的基础,从而为企业从内部生产过程到外部服务过程全面提升客户满意度有较好的参考价值。
